
Vapor Absorption Chiller Sizing: 7 Costly Errors
If your absorption chiller was sized on its nameplate TR alone, it's probably underperforming every summer afternoon.
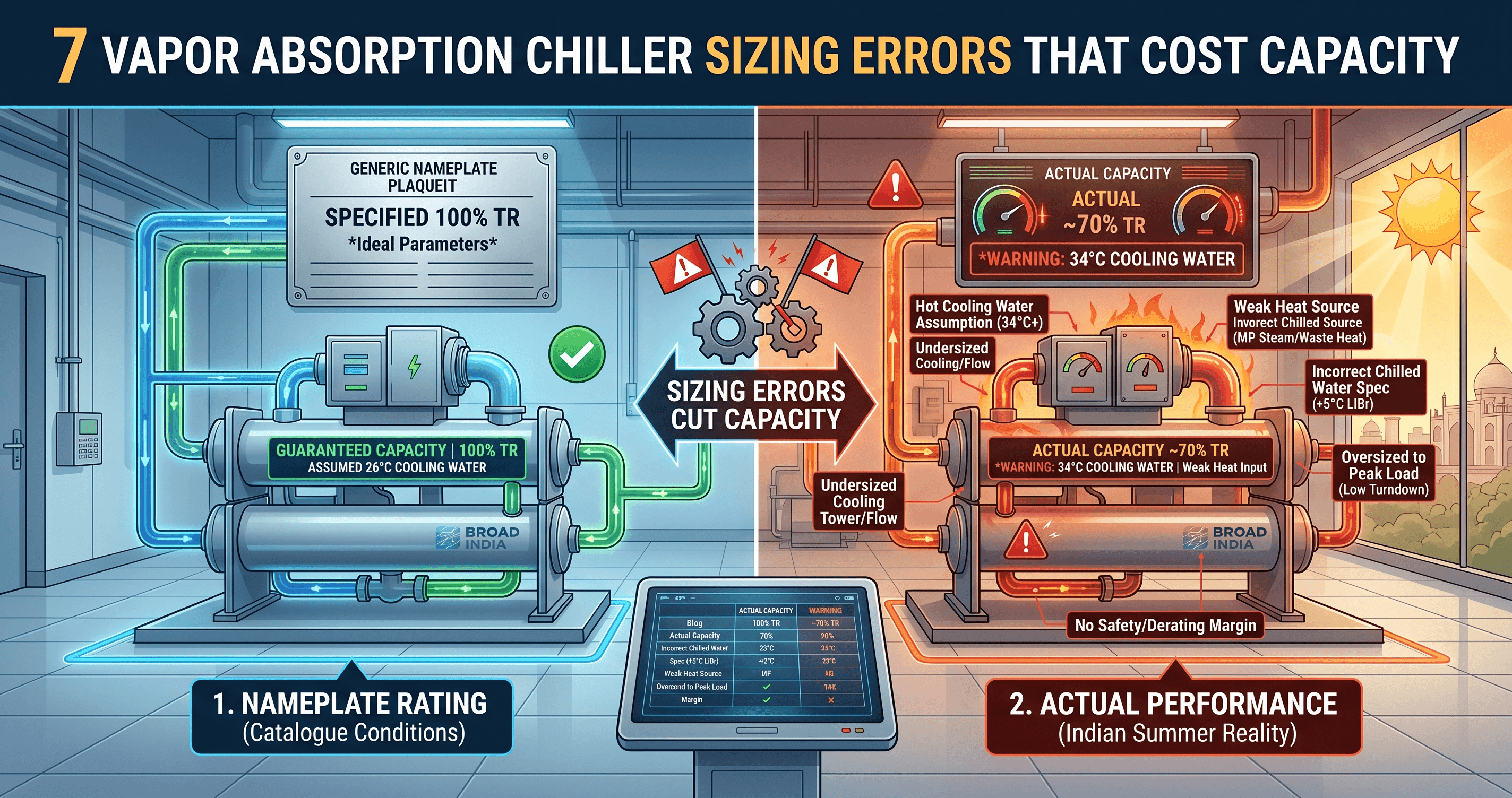
Sizing decides whether a chiller meets load on the hottest day or quietly falls short while the equipment takes the blame. An absorption chiller's real capacity moves with cooling-water temperature and available heat, two variables nameplate ratings assume away. Most underperformance traces back to a handful of avoidable decisions made before the machine was ever installed. These are the seven sizing errors that cost Indian plants capacity and money, and how to avoid each one.
7 Vapor Absorption Chiller Sizing Errors Plants Make
Sizing a vapor absorption chiller means matching its cooling capacity, measured in tons of refrigeration (TR), where 1 TR equals about 3.517 kW, to both your real cooling load and your available heat. Get either side wrong and the machine underperforms on the days you need it most. These are the seven sizing errors that most often cost Indian plants capacity, and the fix for each.
1. Sizing to peak load instead of the real load profile
Sizing to the single hottest hour produces a chiller that spends most of its life oversized. An oversized absorption machine runs at low part-load for long stretches, where efficiency falls and crystallization risk rises once load drops below roughly 50%, a problem covered in our COP and part-load breakdown.
Size instead to the actual load profile across a typical day and season. Where load swings widely, staged units carry it better than one large machine, a point this list returns to at error 7.
2. Rating capacity at optimistic cooling-water temperature
An absorption chiller's capacity and COP both fall as cooling-water temperature rises, and many specifications quietly ignore this. A machine rated at 26–29°C cooling water will deliver noticeably less than its nameplate when fed 32–35°C water during an Indian summer.
Always size at your site's true design conditions, not catalogue conditions. A chiller that looks adequate on paper can fall short of load precisely when ambient temperatures peak and cooling demand is highest.
3. Sizing the chiller bigger than the heat source can drive
A vapor absorption chiller's output is capped by its heat input, cooling capacity equals COP multiplied by heat supplied. If your steam, hot water, or waste-heat stream cannot deliver enough heat, the rated TR is simply unreachable, no matter what the nameplate says.
Match the chiller to the heat first, then to the cooling demand. Confirm the heat source's temperature and flow can sustain full firing before locking in capacity.
4. Skipping the safety and derating margin
Standard chiller practice adds a safety factor of at least 10% to the calculated load, and absorption machines need it as much as any. The basic load itself follows a simple formula: cooling capacity in BTU/hr equals 500 × flow in GPM × the chilled-water temperature change in °F.
On top of that, real machines lose capacity over time to tube fouling and non-condensable gas build-up. A design with zero margin meets load only when the equipment is brand new and the weather is mild, never a safe assumption.
5. Specifying a chilled-water temperature the machine cannot reach
A lithium bromide–water absorption chiller cannot produce chilled water below about 5°C, because water is its refrigerant. Sizing one for a sub-5°C process target is not a capacity error but a fundamental specification error.
Where a process genuinely needs lower temperatures, an ammonia–water system or a different technology is required. Confirm the chilled-water set point fits the working fluid before sizing anything else.
6. Ignoring cooling-tower and condenser-water sizing
An absorption chiller rejects far more heat than an electric one, its heat-rejection factor is roughly 1.85 against about 1.25 for a vapour-compression chiller. Size the cooling tower and condenser-water flow to the chiller's rejection load, not to a compression-chiller rule of thumb.
An undersized tower or low condenser-water flow throttles the chiller below its rated capacity, no matter how correctly the chiller itself was selected. The tower is part of the sizing problem, not an afterthought.
7. Choosing one large unit instead of staged capacity
A single oversized machine cannot turn down efficiently, while two or more modules, piped with chilled water in series and cooling water in parallel, hold COP across a swinging load and add redundancy. If one module is down for service, the plant keeps cooling.
Stage capacity to the load curve wherever the duty varies or uptime is critical. For continuous-process sites, redundancy often justifies the configuration on its own.
| # | Sizing error | The fix |
|---|---|---|
| 1 | Sizing to peak load | Size to the real load profile; stage units |
| 2 | Optimistic cooling-water temperature | Rate at site design conditions |
| 3 | Bigger than the heat source can drive | Match TR to available heat input |
| 4 | No safety / derating margin | Add ≥10% margin for fouling and ambient |
| 5 | Sub-5°C chilled water with LiBr | Use ammonia–water for low temperatures |
| 6 | Undersized cooling tower | Size rejection at the ~1.85 factor |
| 7 | One large unit | Stage capacity for turndown and redundancy |
Frequently Asked Questions
How do you size an absorption chiller?
What is TR in chiller capacity?
How does cooling water temperature affect absorption chiller capacity?
Can you oversize an absorption chiller?
What is the lowest chilled-water temperature an absorption chiller can produce?
Should I install one large chiller or several smaller ones?
Size Your Chiller for Real Site Conditions
Nameplate TR is a starting point, not an answer, your load profile, cooling-water temperature, and available heat decide the right capacity. BROAD India's engineers size absorption systems against actual Indian site conditions, with 200+ installations nationwide.
Talk to BROAD India's HVAC engineersFrequently Asked Questions
Need Help With Your Cooling System?
BROAD India's engineering team can assess your facility's cooling requirements and recommend the most energy-efficient solution — from vapor absorption chillers to waste heat recovery systems.

BROAD Air Conditioning India Pvt. Ltd. (BROAD India) is a subsidiary of BROAD Group.
Powered by